Specifikationer og metoder til installation af profilrør

Et moderne byggemateriale er et profilrør, der tilbydes af metallurgisk industri. Transportørproduktion af profilrør blev påbegyndt i midten af forrige århundrede, men kun nu er brugen af sådant materiale blevet relevant i byggearbejdet.


Egenskaber
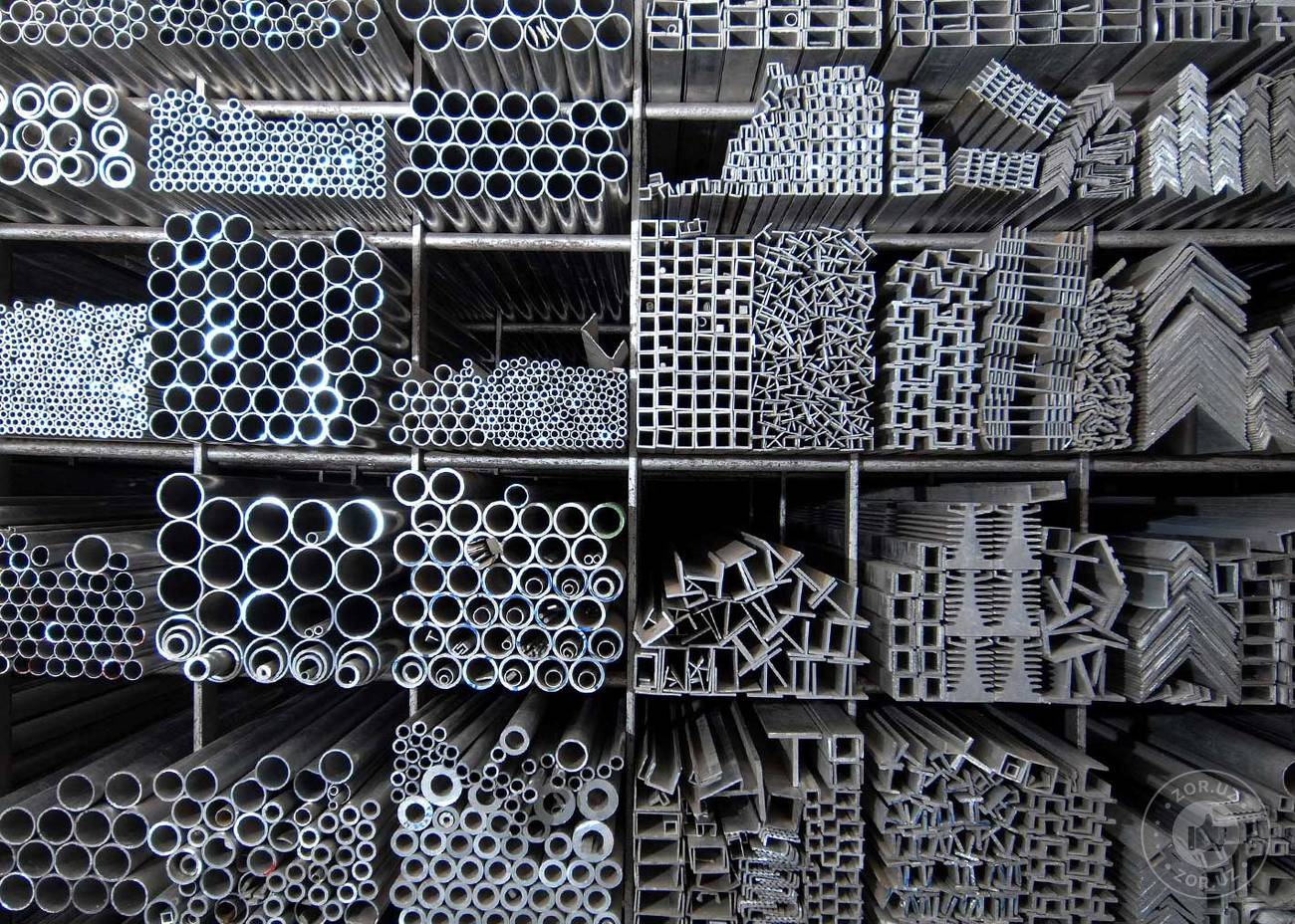
Tomme stangrør kan have forskellige sektioner, fx firkantede og lige ovale. De er lavet ved hjælp af forskellige materialer.
Det kan være:
- rustfrit stål;
- kulstofstål;
- lavlegeret stål;
- plast.
Hvad angår fremstillingen af sådanne rør, består det i at ændre runde sektioner til den ønskede form: firkantet, ovalt eller rektangel. Ved fremstilling af brugt strimmel, som er en slags metalplader eller et materiale, der senere vil blive brugt til fremstilling. Og således får røret allerede i færdig form ved hjælp af specialudstyr erhvervet den nødvendige sektionsform.
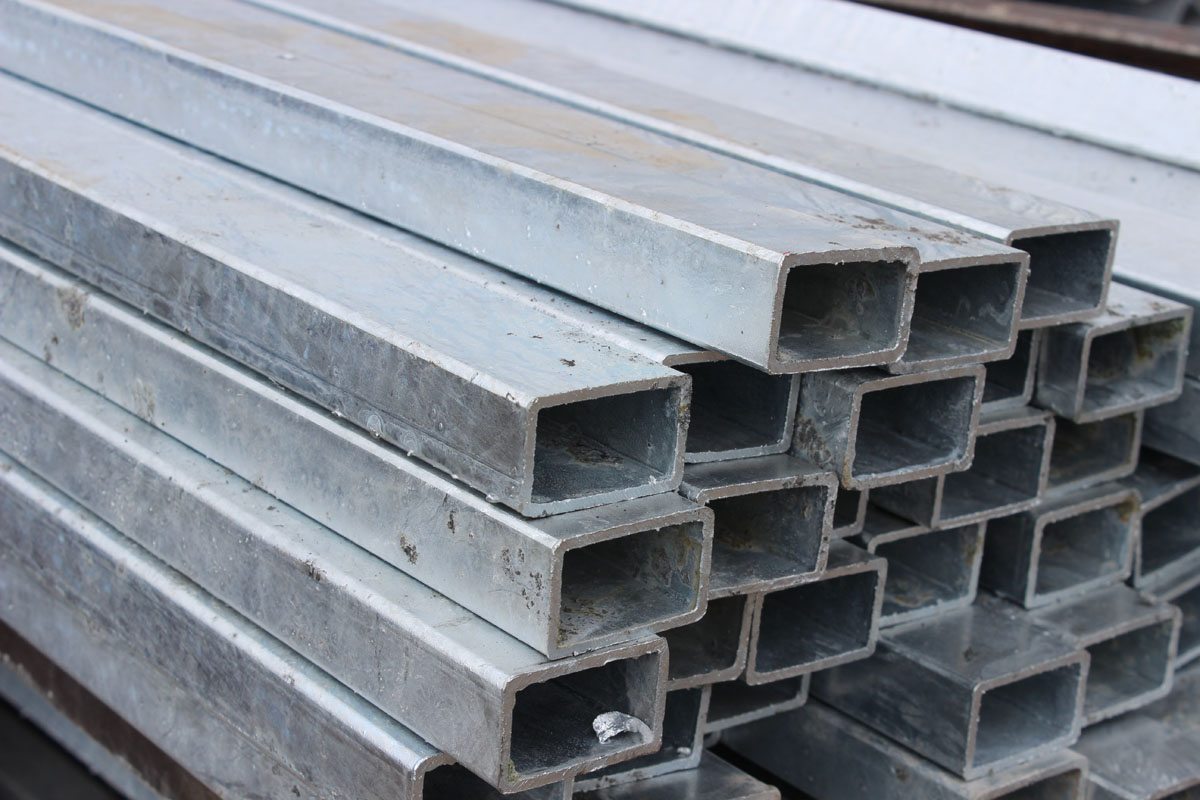

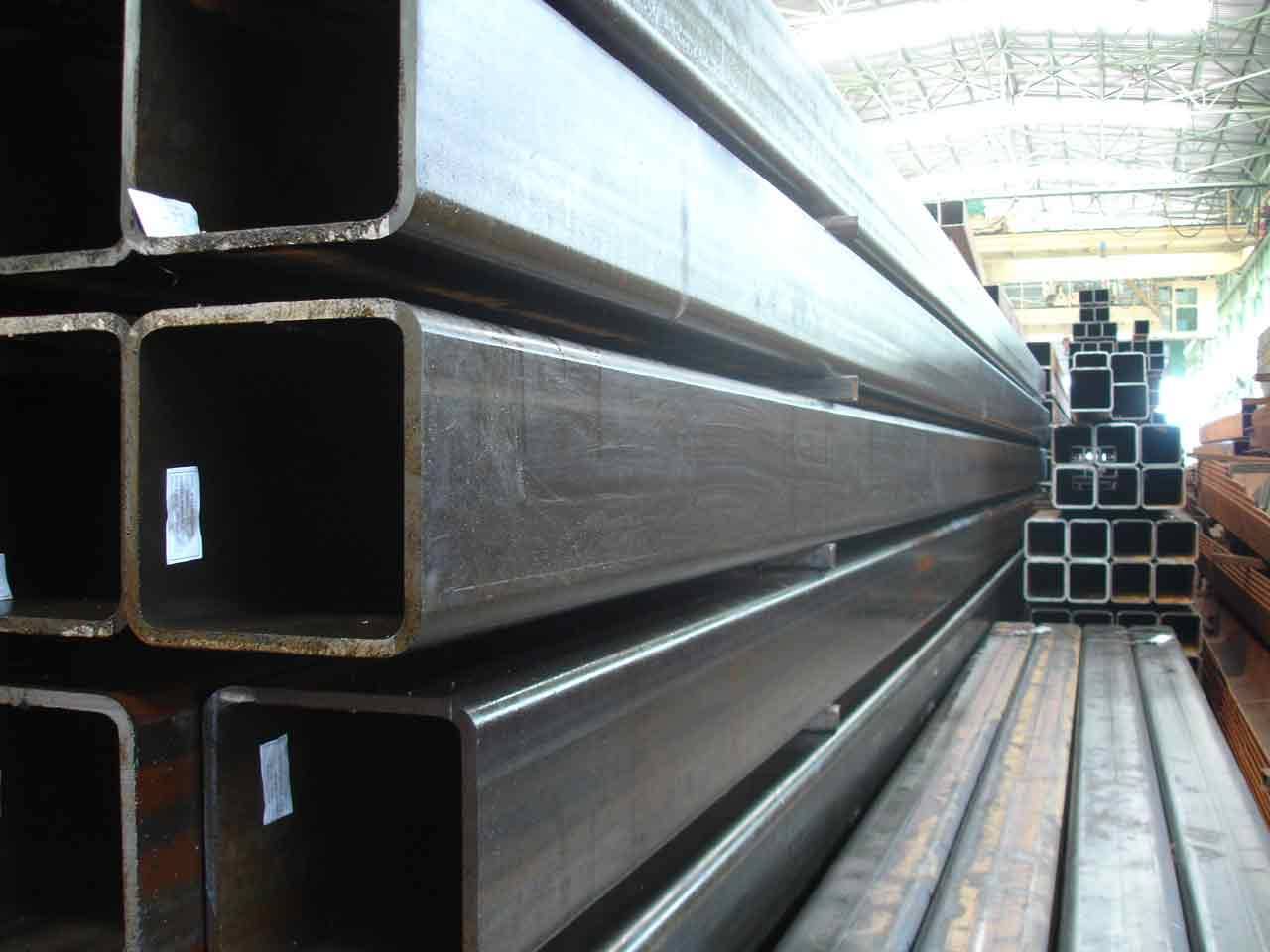
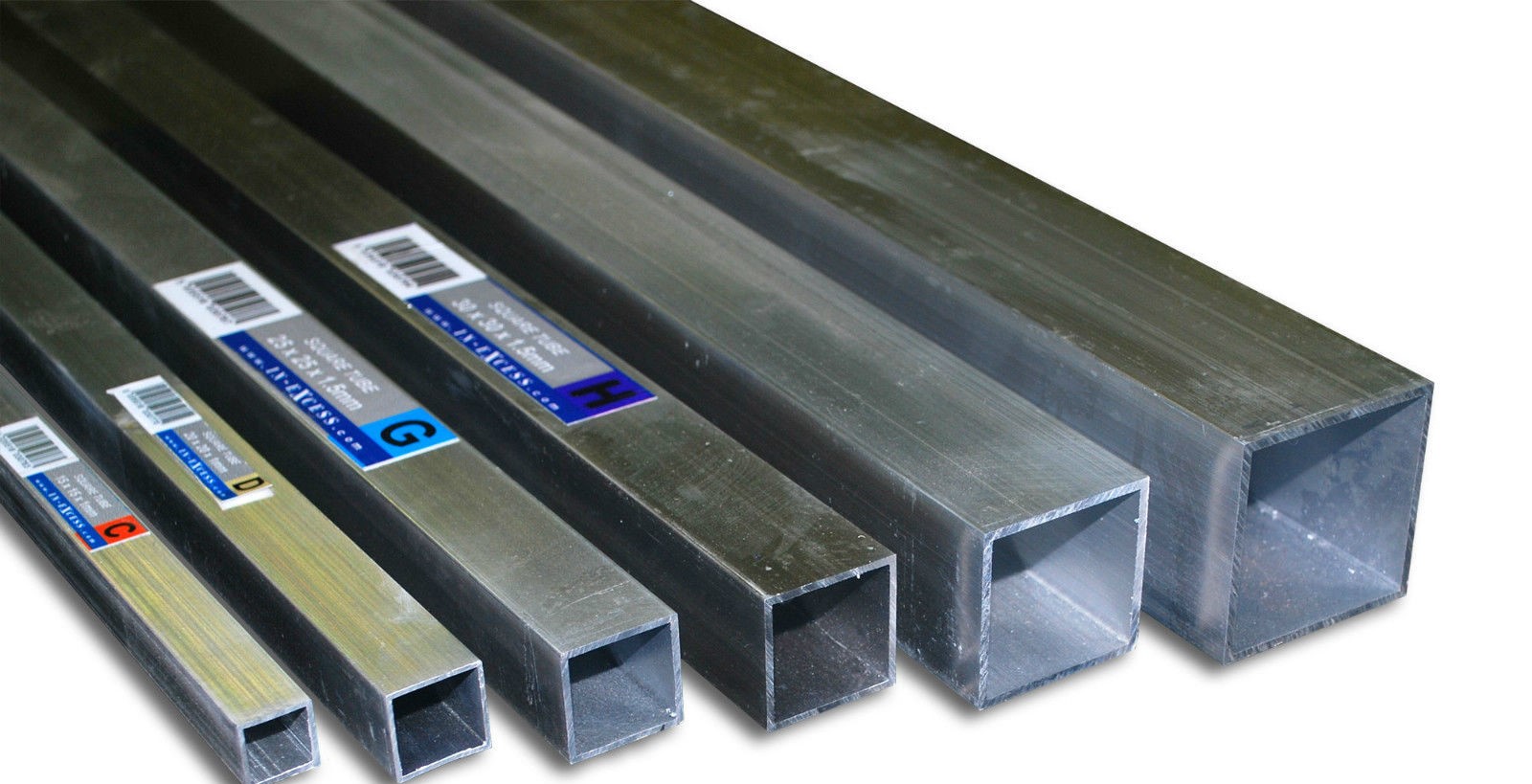
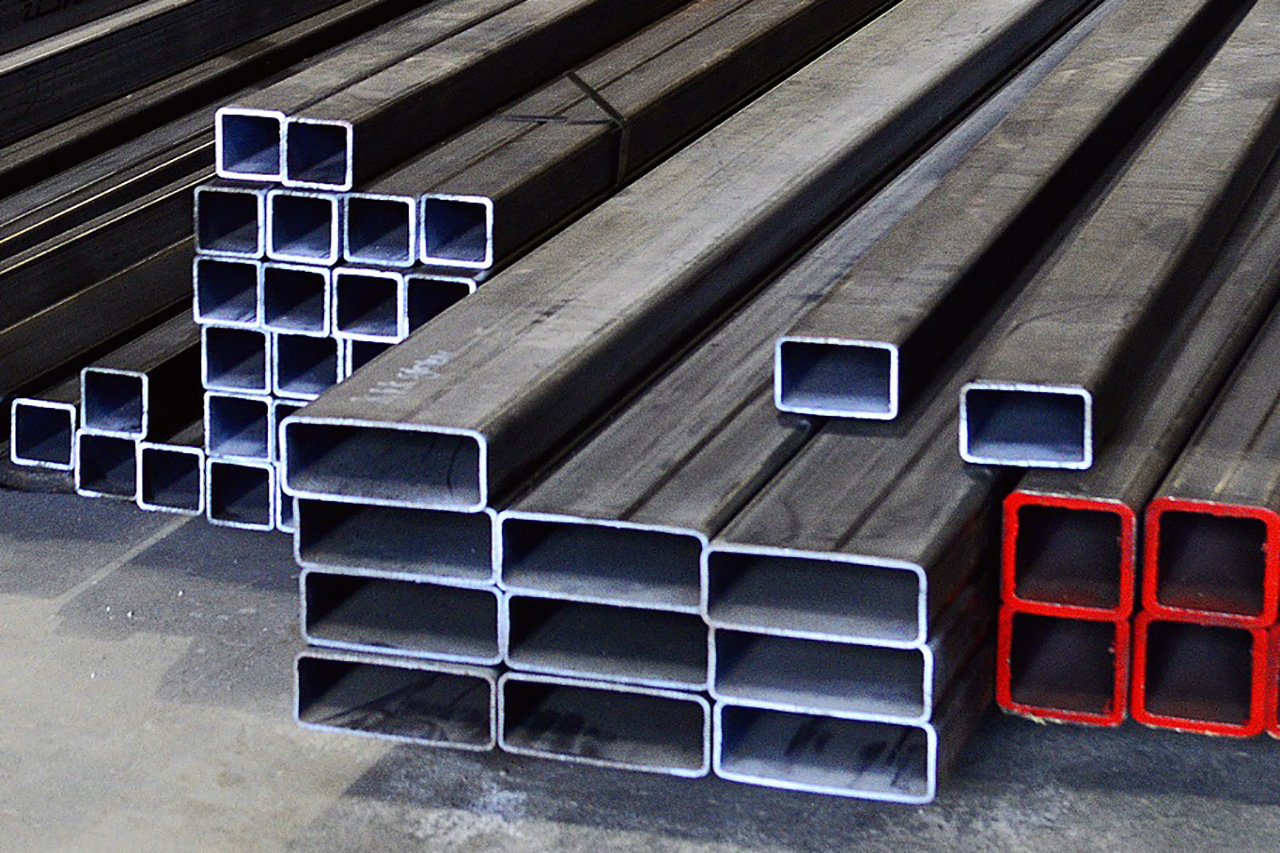
Det profilerede rør kan være aluminium, metal, galvaniseret. Derudover adskiller det sig udseende - det kan være udadrettet firkantet, rektangulært, herunder tykvægget og tyndvægget. Profilvisning har en forskellig sektion. Den minimale sektion af profilrøret er 1x1 cm, men sektionens maksimale størrelse kan nå 50x40 cm. Med hensyn til tykkelsen af dette produkt kan den være fra 1 mm og nå 2,2 cm. Disse typer er i stand til at modstå den maksimale belastning, da den plane overflade er jævn distribuerer den til segmentet. Vægten af et sådant produkt er lille, fordi røret i midten er tomt. Således er det fremstillede design væsentligt lettere i vægt.

Profilerede rør anvendes:
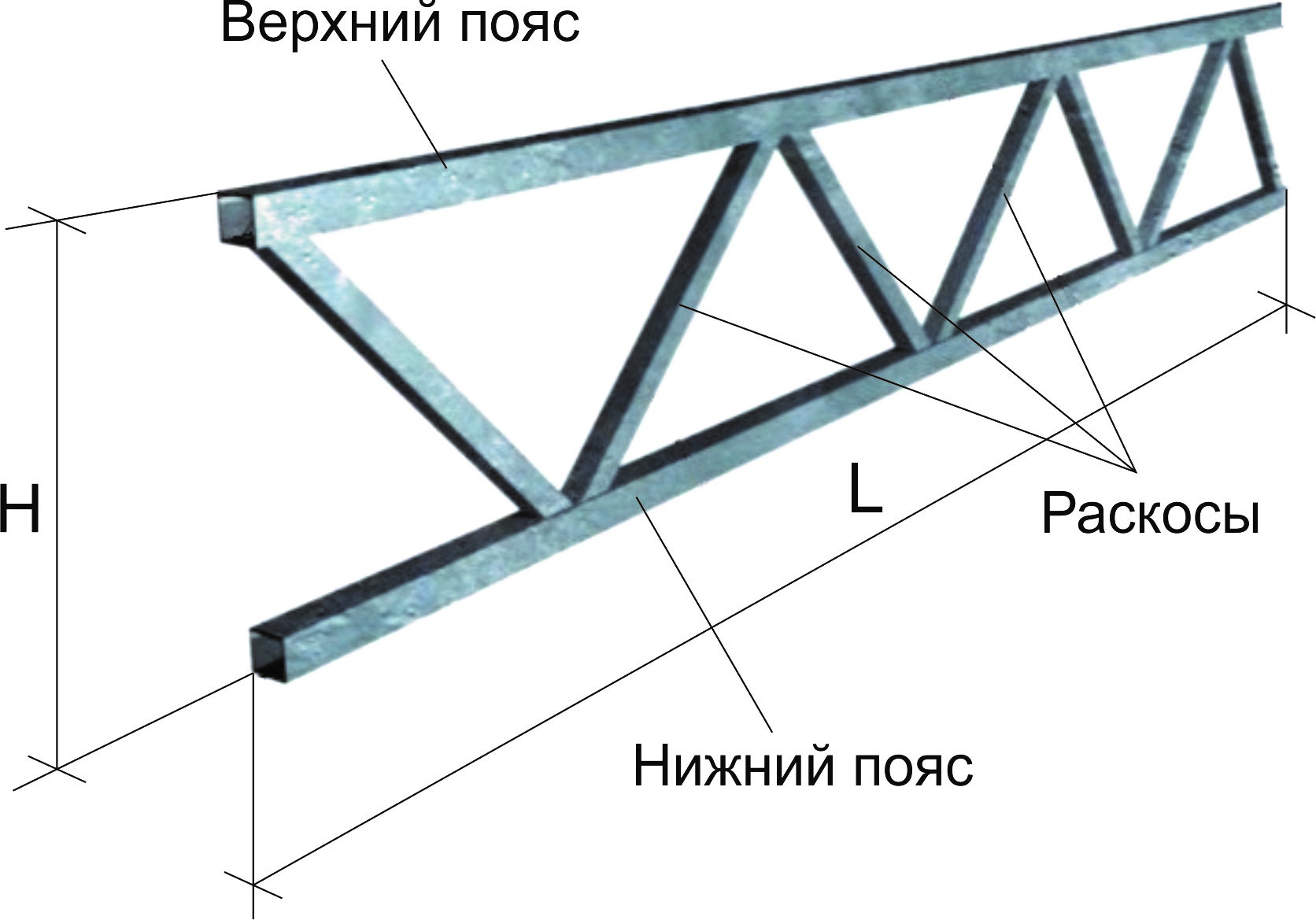
- at organisere rammerne for fremtidige byggeri
- til arrangement af platforme og store stadioner;
- til opførelse og genopbygning af buer og broer
- til opførelse af spændinger på gårdens arealer;
- som grundlag for reklametavler
- til opførelse af mansards eller bygninger af lav type;
- til opførelse af skillevægge eller lokaler til industriel brug.



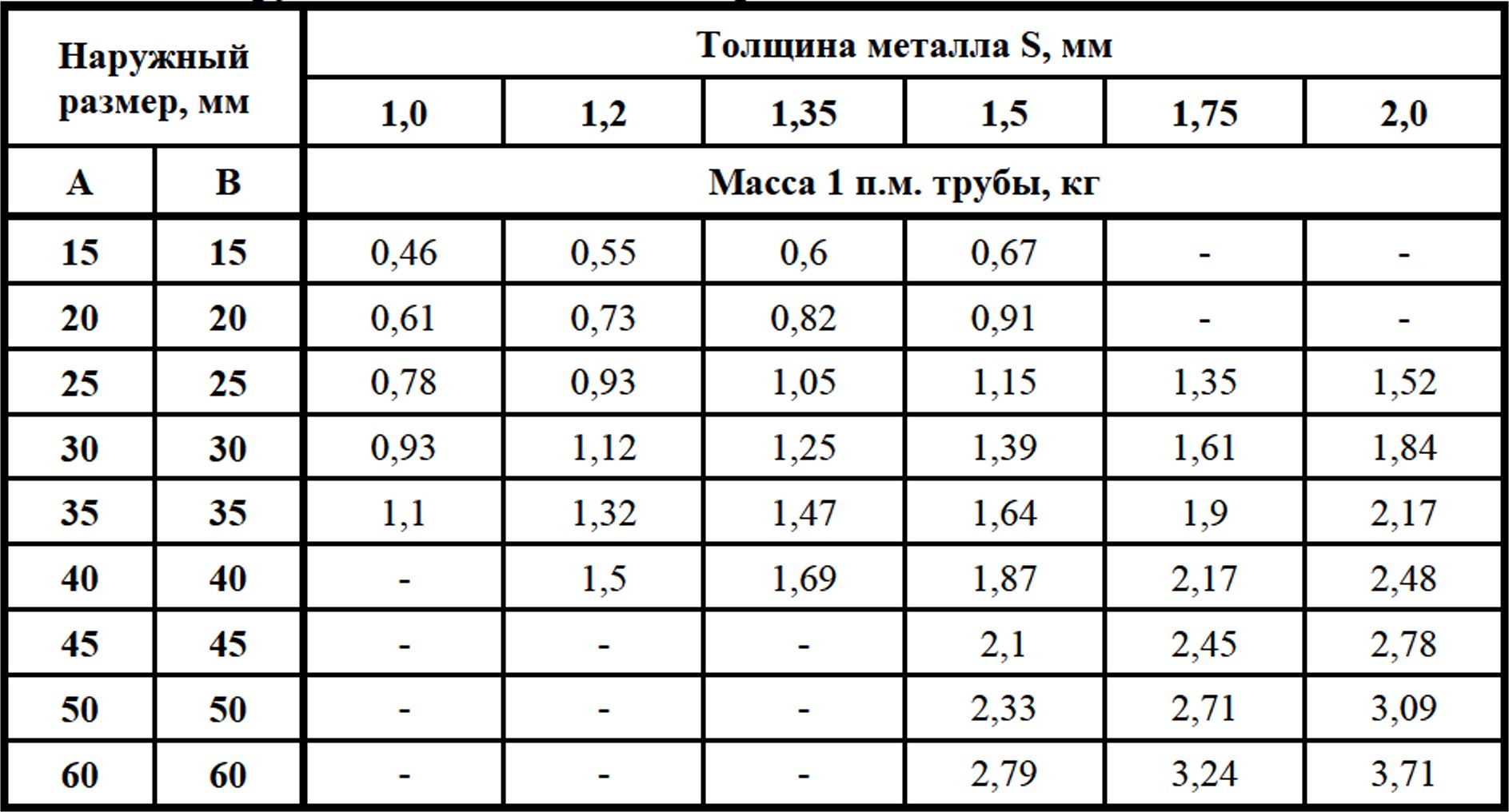
Meget vigtigt i materialets masse. For at forstå, hvor meget røret vejer og om det passer til det krævede arbejde, vil du blive hjulpet af et bord, som fabrikanten lægger til hvert rørmærke. Baseret på hendes data vil du være i stand til at afgøre, om det vil være i stand til at bøje derhjemme. Det skal bemærkes, at dette materiale er grundlæggende i nogle byggearbejder og i strukturer. Det kan bruges til at organisere rammerne for overlapningen af en lagerbygning. Så få et pålideligt og rimeligt overkommeligt design.
Hvis stilladset er udformet af profilrør, så kan du nemt komme til facaden af en bygning til reparation eller overfor værker.


På grund af det faktum, at rør af denne type er let forbundet på kort tid, kan du med deres brug installere en tårnkran, og du behøver ikke bruge tunge maskiner.
Hvad angår funktionerne i dette materiale, er de følgende:
- brugen af disse rør er en økonomisk mulighed, da opførelsen af store bygninger kræver lille materiale;
- Installationshastigheden og dens lysstyrke er en betydelig fordel, som giver dig mulighed for at konstruere en stor bygning på kort tid.
- Ved fremstilling af rør af profiltypen anvendes korrosionsbehandling, der er fuldt egnet til hygiejniske og hygiejniske standarder;
- Et andet kendetegn ved profilrørets profiler er at erstatte en af hele strukturen, da der ikke er behov for at adskille det til det beskadigede afsnit, og det er nok at fjerne det gamle rør og installere en ny på samme sted;



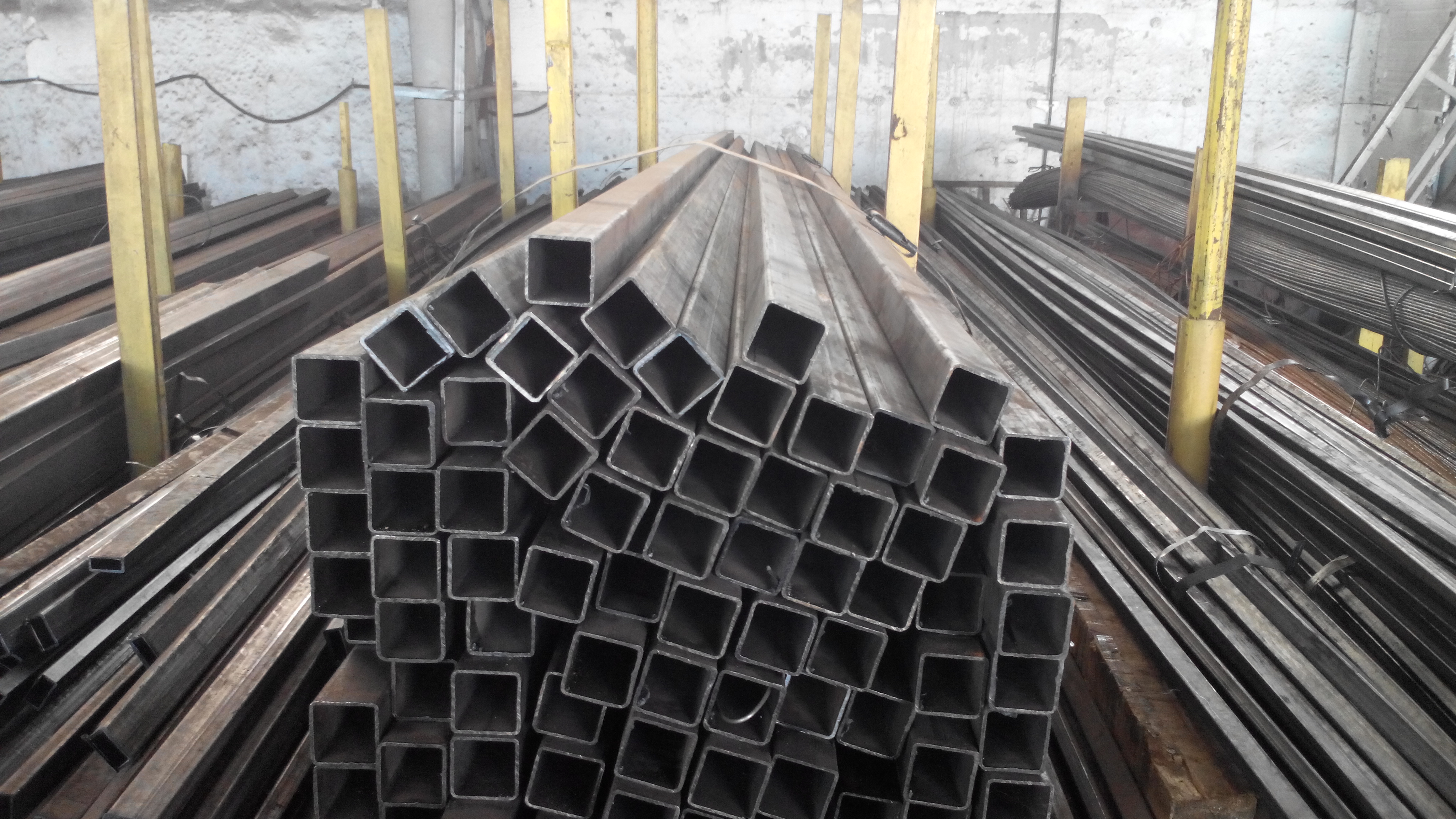
- lette transport er begrundet i, at rørene er firkantede eller rektangulære i form og således sikkert fastgjort i en position;
- Sådanne rør er modstandsdygtige over for store belastninger og bøjning;
- deres anvendelse gør det muligt at designe strukturer af enhver form for kompleksitet.



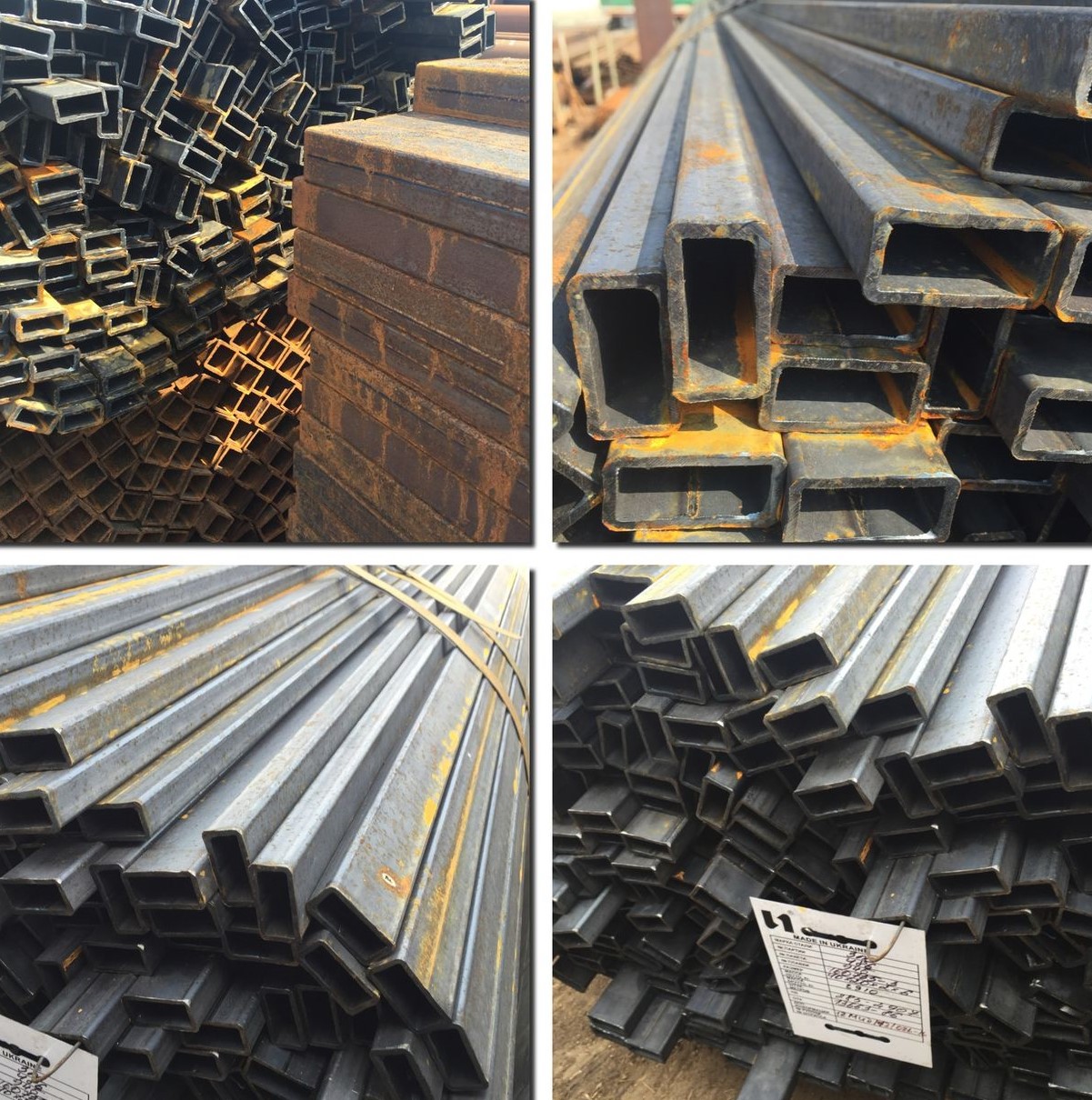
På grund af det faktum, at rørene i profiltypen har sådanne funktioner, der væsentligt overstiger mulighederne med et cirkulært tværsnit, har de fået popularitet og er blevet relevante til brug i forskellige formål. Men mange betragter som en ulempe de høje omkostninger ved et sådant produkt og det lave niveau af korrosionsbestandighed.
typer
Det er sværere at lave proftruby end muligheder med runde sektion. Fremstillingsprocessen finder i dette tilfælde sted i flere faser. I første fase køber anlægget et halvfabrikat, nemlig metalbånd med en tykkelse, der vil være tykkelsen af væggene i det færdige profilrør. Derefter løsnes båndet, producerer langsgående skæring, retting, afskærer strimlernes ender, udfører svejsearbejde og placerer det på lagerudstyret. På dette udstyr fremstilles et rør med et rundt tværsnit, så det er installeret i en støbemaskine. Denne maskine udfører indledende svejsning af rørsektioner og lancerer udstyr, som udfører temperaturbehandling og danner en profilafsnit af et rundrør.
Efter afslutning af produktionen kontrolleres produktet for overensstemmelse med GOST-standarder. Ved en sådan test udføres fejldetektering, produktet inspiceres visuelt og dimensionerne kontrolleres. I det sidste trin skæres de fremstillede rør i bestemte stykker og pakkes.
Fremstillingsprocessen kan variere, da rørene kan være sømløse, varmvalsede og koldvalsede. Derudover kan selv teknologien til at skabe materialer med et profilafsnit være anderledes.
Typer af rør:
- Problemfri hot. Denne mulighed har en høj styrke, korrosionsbestandighed.
- Profil koldvalset. Designet til at modstå stort og almindeligt tryk. Derudover har et sådant produkt en fremragende indikator for densitet.
- Svejset med profil type sektion. Denne type har en god indikator for tæthed og er designet til langvarig drift.
Hvis vi taler om brugen af sådanne rør, kan de der tilhører standardvarianterne bruges til at lede rørledninger, trække kabeludstyr, skabe stilladser og også som hegn til en bestemt sektion. Trunk rør bruges til at konstruere en rørledning, hvor trykfald er mulige. Der er også varmebestandige sorter, der anvendes i industri- og fødevareindustrien, og specielle rør af profil typen, som bruges til at skabe dele til biler. Hvad angår rør, der anvendes ved opførelse af bygninger, er disse strukturelle profilvarianter. Med deres hjælp i opførelsen af behovet for at bruge kraner og andet tungt udstyr til bygning af skyskrabere forsvinder.



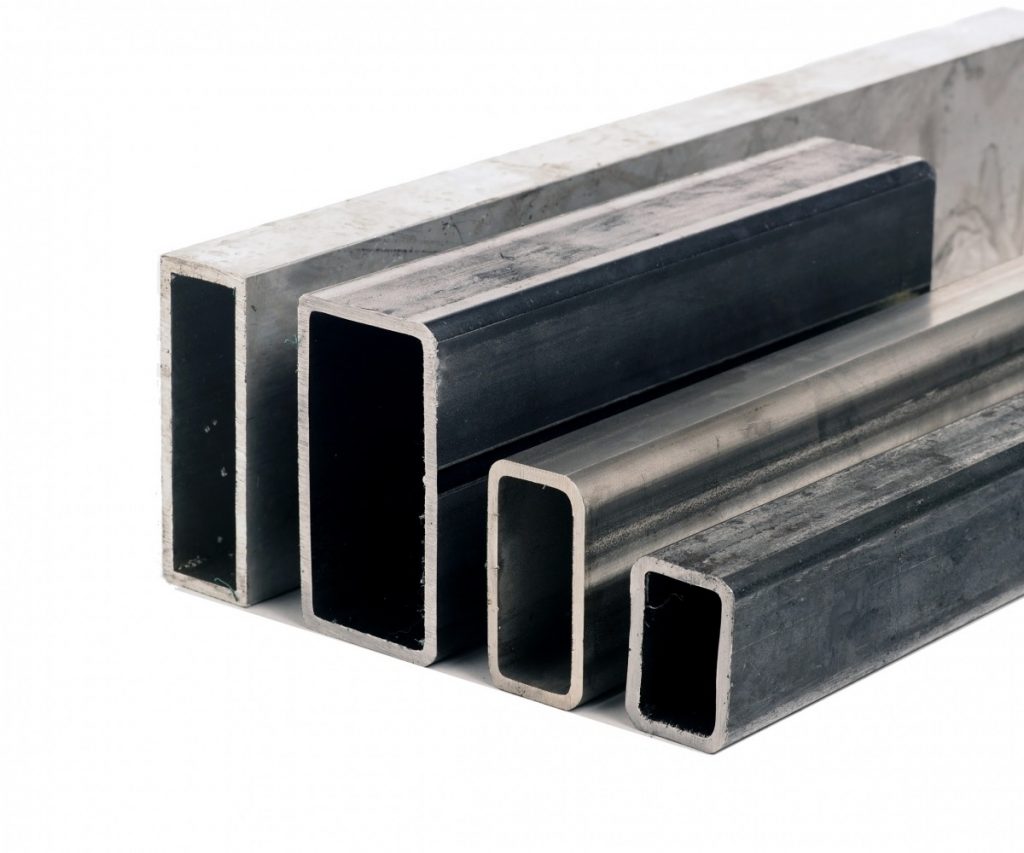
Separat bør overveje rørets form. De er lavet i en ovalt, rektangulært, firkantet og fladt afsnit. Derudover er de forskellige i materiale. Det kan være metal eller plast. Metal er det mest krævede materiale, da det er holdbart. Med hensyn til plast er stabiliteten lavere, men prisen er mere acceptabel.
Produktionsfaser
Fremstillingen af et rør består af flere trin:
- behandling af den resulterende strimmel
- produktion med en rund sektion
- skift fra runde til formet;
- udfører varmebehandling og skæring til de nødvendige dimensioner
- kontrol overholdelse af GOST.

Materialet til fremstilling af profilrøret leveres til fabrikken i form af metalruller. Disse ruller vikles og skæres i en slibemaskine. Når rullen er skåret til den ønskede bredde, svejseres strimlerne i en lang og vikles på tromlen. Dette er nødvendigt, så fræsemaskinen ikke stopper med at fungere. Undgå således forstyrrelser i produktionen.


Derefter føres billetet fra tromlen til formningsmaskinen, hvilket frembringer en rørledning med et cirkulært tværsnit. På dette stadium opnås et rør, der ikke er lukket af en søm. Det er på scenen at danne blanket, at metallet undergår varmebehandling. Efter forarbejdning er emnet installeret på møllen til svejsning, hvilket svejser røret. Svejsningen selv udføres på en ovn måde, det vil sige ved hjælp af afskærmningsgas eller ved anvendelse af højfrekvent strøm. Med hensyn til sømmen kan den være lige type eller spiral. For at svejsesømmen skal være pålidelig og holdbar, udvider maskinen sømkanterne. På denne måde opnås en burr - overskydende dråber af smeltet metal presses ind i overfladen af det profilerede rør, den ekstra burr fjernes ved anvendelse af en kniv, og i slutningen af dette trin afkøles røret med en emulsionssammensætning.

I det næste trin er det krævede tværsnit af det profilerede rør dannet af en cirkulær sektion af røret. Denne procedure finder sted i en eller to forskellige versioner. Så hvis for eksempel der er behov for at skabe et rør med en oval eller flad sektion, så skal emnet passere gennem rullerne af kalibreringstypen. De er designet til at justere emnet langs hele længden. Hvis der er behov for en firkantet, rektangulær eller et andet afsnit, tilføjes et andet trin til det foregående trin - springe over emnet gennem en profileringsmaskin. Han er allerede i automatisk tilstand danner den sektion, der er etableret på kontrollen.
I slutningen af produktionen skæres det resulterende rør i segmenter af samme længde, en undersøgelse udføres for at overholde standarderne, og hvis alt passer sammen, pakkes og sendes til modtageren.

For at røret skal beskyttes yderligere, udfør kold eller varmgalvanisering. Hvis varmgalvanisering udføres, renses røret og dyppes i et kogende zinkbad, og hvis koldmetoden anvendes, sættes der et lag pulver eller polymermaling på overfladen af produktet.
dimensioner
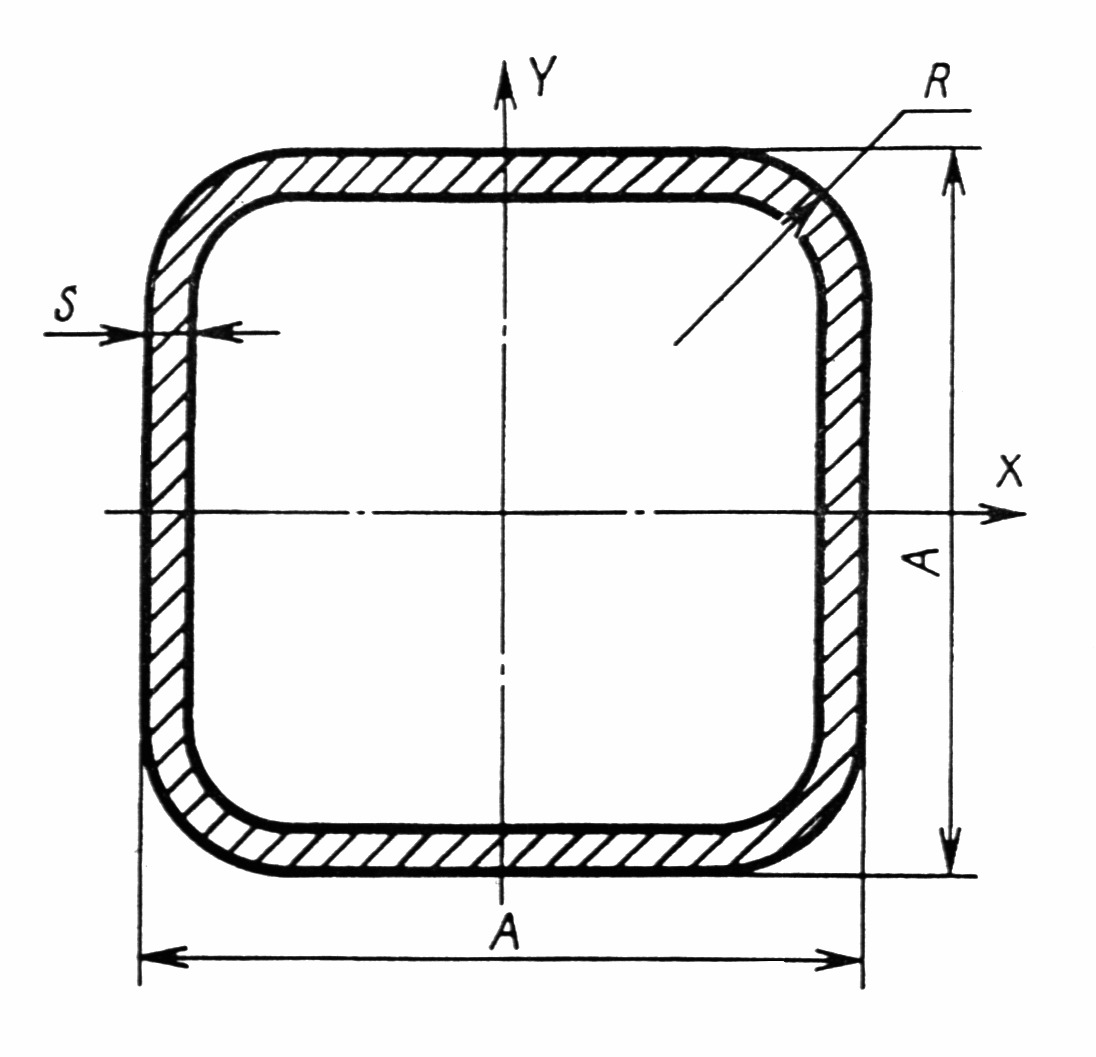
Ifølge standarderne beregnes størrelsen af rør af forskellige sektioner ud fra de råmaterialer, der anvendes til deres fremstilling. Et sådant metal har en densitet på 7,85 gram pr. Kvadratcentimeter. For rør med profilprofil er der visse kriterier, der er angivet i GOST 8645-68.
Produktkrav er som følger:
- ydervæggen har en længde på 1,5 til 18 cm;
- ydre bredde kan være fra 1 til 15 cm;
- vægtykkelse kan også være fra 1 mm til 1,2 cm;
- tværsnit kan være den mest forskelligartede;
- vægten er beregnet i meter, for eksempel en meter kan være 300 gram og 55 kilo, alt afhænger af rørafsnittet.

Profilrøret med et firkantet tværsnit kan således laves i henhold til GOST, hvilket tillader fremstilling af rør med ydre ribber fra 1 til 18 cm i længden og vægtykkelse fra 1 til 6 mm. I dette tilfælde kan tværsnitsarealet variere fra 0,4343 cm2 til 90 cm2. Vægten kan være fra 269 gram pr. 1 meter og op til 70 kg pr. 1 meter.
Hvis der laves en struktur med et ovalt tværsnit, er det tilladt at anvende større og mindre størrelser ved fremstilling af sådanne produkter. For store størrelser kan deres diameter være fra 6 mm til 9 cm, og den mindre diameter kan være fra 3 mm til 50 mm.Tykkelsen af væggene kan være fra 0,5 til 2,5 mm. Også med denne produktion er en ydre diameter på 5 mm og op til 11 cm tilladt. Hvis røret blev fremstillet i overensstemmelse med disse parametre, kan vægten af en meter af produktet nå op på 4 kg.
GOST specificerer dimensioner og andre parametre for rør, der er mest efterspurgte blandt forbrugerne. Ved fremstilling af sådanne rør til en enkelt kunde med et stort antal produkter kan en separat bestemmelse i GOST diskuteres.
Belastningsberegning
Når man vælger et profilrør, skal køberen vide, hvor vigtigt det er at foretage beregning af parametre og belastninger for understøttende strukturer. Men ikke alle ved, hvordan man korrekt udfører sådanne beregninger og køber et rør med et sådant tværsnit, så belastningerne passer til den fremtidige konstruktion. Hvis en rækværk, hegn eller drivhuse er bygget af rør, er det muligt at gøre uden beregning, men hvis der skal bygges en baldakin, et tag, en visir osv. Fra disse rør, er det nødvendigt at udføre nøjagtige beregninger.
Ethvert materiale har egenskaberne til at modstå visse belastninger. I dette tilfælde er der ingen undtagelse og stålet, hvorfra rørene er lavet med et profilafsnit. Hvis strukturen vil blive påvirket af en korrekt belastning, så vil den være i stand til at modstå det, men det vil desværre bøje. Men efter at vægten er fjernet fra konstruktionen, vil den blive genoprettet til sin oprindelige position. Og hvis du overskrider den tilladte belastning, så bøjes den, og efter at du har fjernet vægten, forbliver den bøjet.

Ved udførelse af belastningsberegninger er det nødvendigt at tage hensyn til følgende parametre:
- rør dimensioner og sektion type;
- konstruktion stress parametre;
- Kvaliteten af kildekoden, hvorfra røret skal laves
- typer af mulige belastninger, der skal modstå en rørkonstruktion.

montering
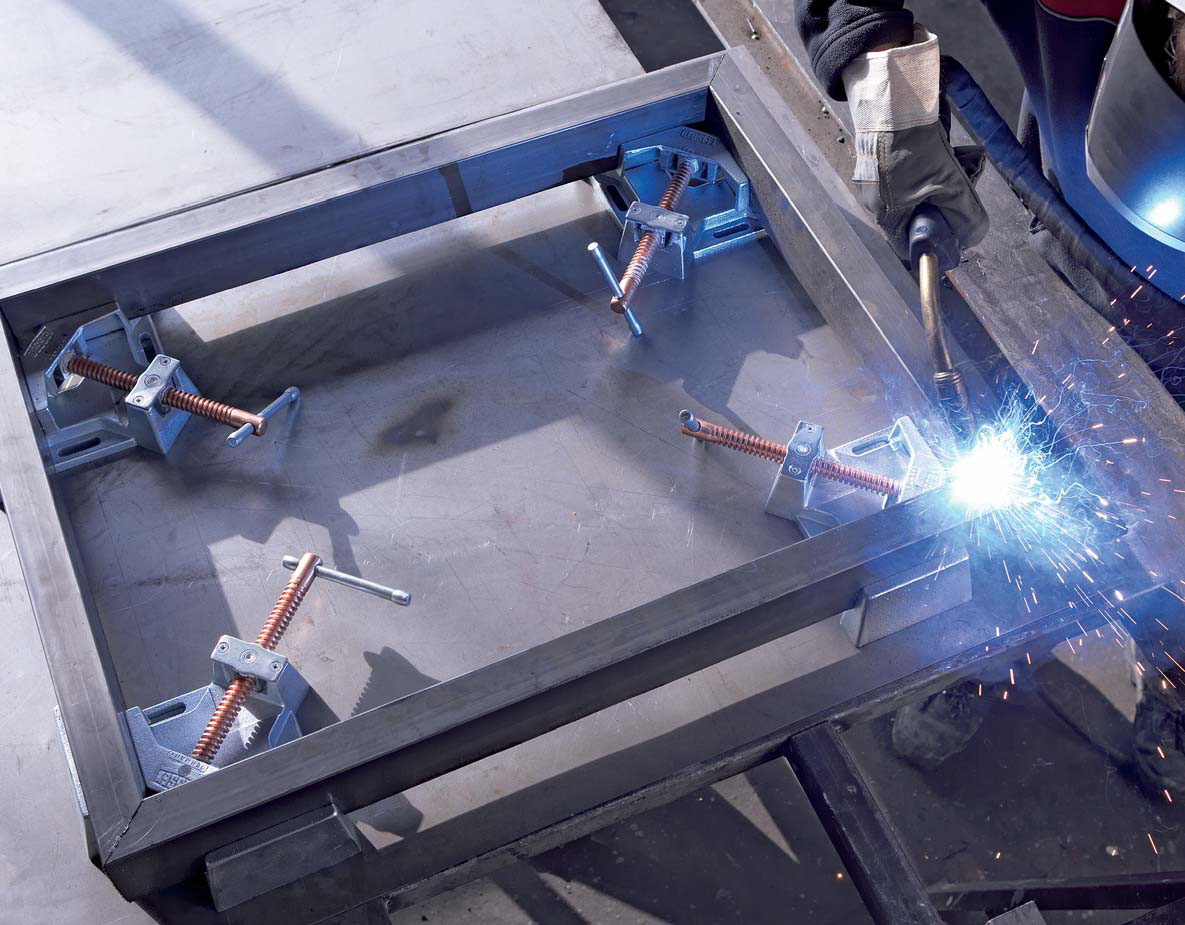
Rør af profiltype er oprettet i overensstemmelse med de standarder, der er fastlagt af GOST. Det giver mulighed for at bruge materialet som grundlag for understøttende strukturer. For at strukturen kunne bygges på kort tid udviklede specialisterne specielle fastgørelsesdele. Det kan være som klemmer og forskellige plader og klemmer. I moderne konstruktion anvendes oftest krabbervedhæftninger. De kan kombinere flere materialer. De kan være X-, G- og T-formede. Fremstil sådanne fastgørelsesdele af galvaniseret stål. Den største fordel ved et sådant fastgørelsessystem består af to komponenter, som gør det muligt at omslutte produkterne fuldstændigt og sikre dem korrekt.
Anvend også et system med klemmer og beslag, som forbindes med røret. Tilslutninger er krydsformede, tredobbelte og vinkelformede. Et kryds og en tee kan forbinde flere rør, og ved hjælp af et hjørne kan du bøje strukturen.

Hvis der findes flere typer fastgørelsesanordninger, kan du ikke anvende svejsning, hvilket er meget praktisk ved konstruktion af en lille konstruktion, f.eks. Telte og lignende små genstande.
Tips
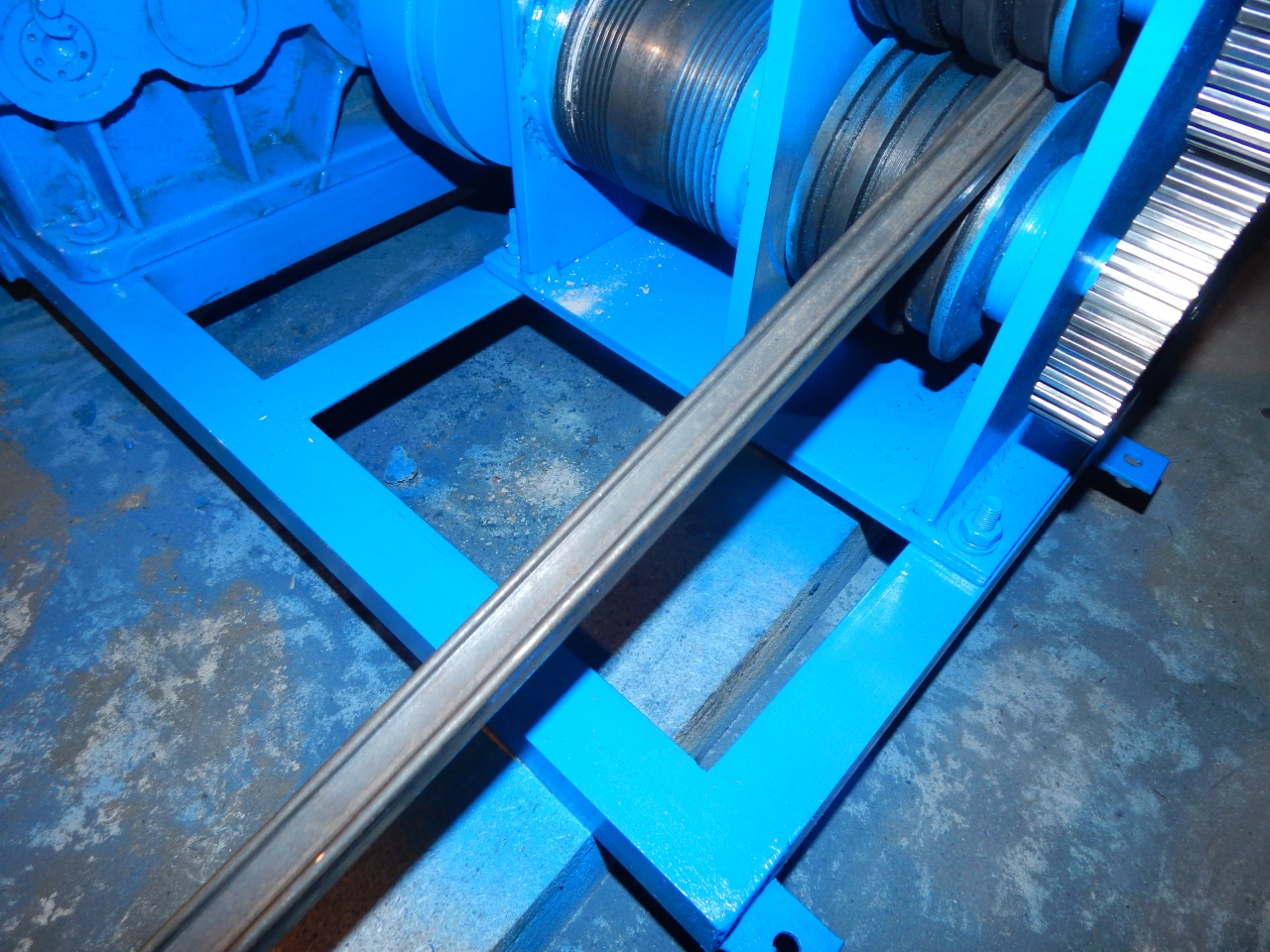
For at gøre rørene, som diskuteres i denne artikel, brug specielle ruller. De kan have stor kraft, med hjælp som rørene under den etablerede sektion deformeres. Hvis du selv ønsker at lave et rør af denne type, som ikke vil bære en stor belastning, for eksempel til fremstilling af møbler eller drivhuse, så er det nok at købe en lille maskine, der kan danne en metalprofil. Og hvis det er nødvendigt at fremstille profilrør, der tåler visse belastninger, det vil sige, de vil blive brugt til at designe lejestrukturer, så er der allerede behov for at købe færdige elementer, der fremstilles ved hjælp af en særlig teknologi og under fabriksforhold.


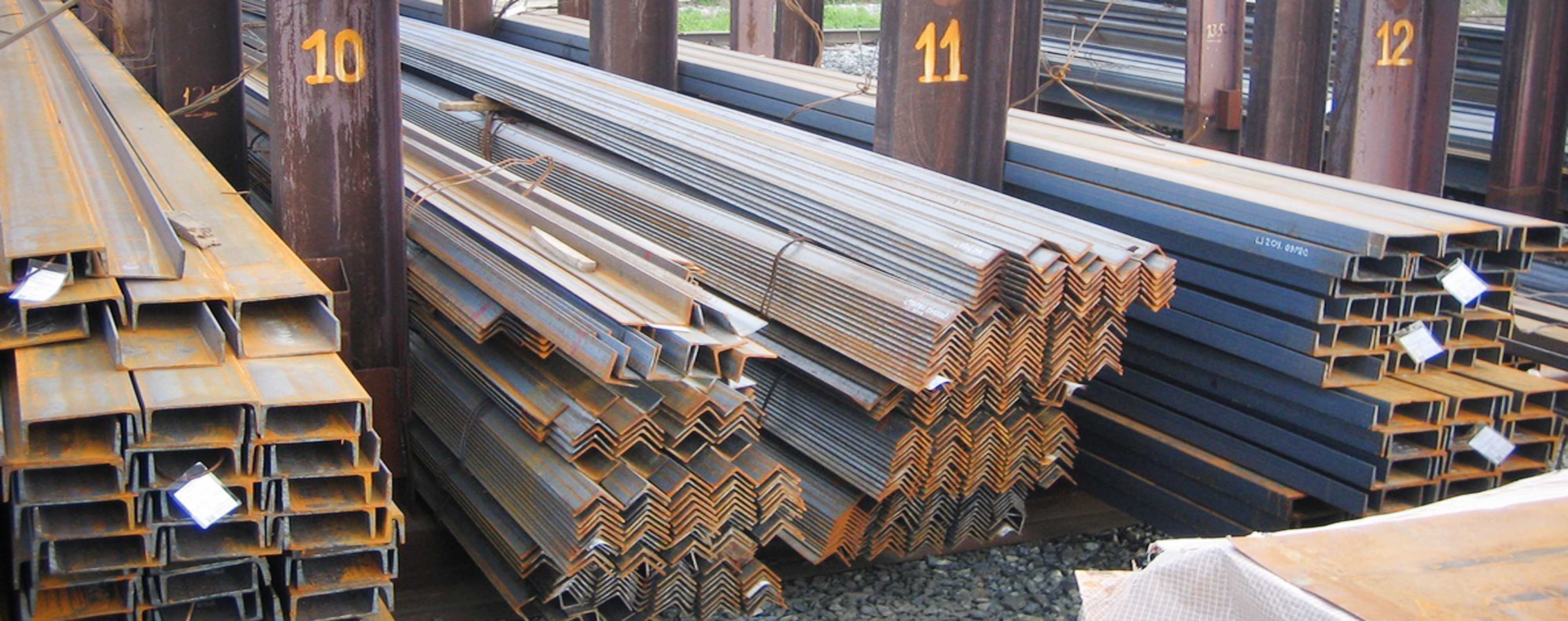
Fabrikation i fabrikken sker i henhold til følgende trin:
- Planten modtager store spidser af spolejern, der skæres i strimler svarende til den sektion af røret, der fremstilles;
- Ved hjælp af en svejsemaskine forbindes alle strimlerne til en lang stribe, som er viklet på en tromle;
- sæt derefter dette bånd i maskinen, hvilket danner strimlen i et rør med et cirkulært tværsnit;
- efter dette er emnerne svejset i et helt rundt rør;
- Derefter afkøles og svejses de svejsede elementer;
- Efter bearbejdning placeres rørene i en maskine, der allerede danner en cirkulær del med et etableret tværsnit, det vil sige i et rør med et kvadratisk, rektangulært eller ovalt tværsnit.
Eksperter anbefaler at bruge 4 ruller til fremstilling af et firkantet rør, og en maskine med 2 ruller til fremstilling af et oval-sektionsrør.

Efter fremstillingen af rør skal de også testes for at overholde GOST-standarderne.
For at gøre dette skal du bruge disse kontrolmetoder:
- Fejlfinding med fejldetektion, der afslører magnetisk og elektrisk pålidelighed.
- En visuel inspektion afslører muligheden for mangler, spor, uregelmæssigheder og lignende kriterier, som den foregående fase af inspektionen ikke kan afsløre.

Efter afslutning af prøven opvarmes og afkøles strukturen. Produktet undergår således varmebehandling. Hvis selvfabrikation udføres, er det bedre at udføre høj temperaturbehandling ved hjælp af en lampe med blow torch-type. Men det er bedre ikke selv at lave et sådant rør, da det kræver tilstedeværelse af 4 ruller samt en specialiseret maskine, der udfører arbejde med et højt støjniveau, hvilket er uacceptabelt for levevilkårene.
Hvis et rør er fremstillet med en firkantet sektion, skal produktet fuldt ud opfylde GOST 8639-82 standarder. Hvis det har et rektangulært tværsnit, skal standarderne for GOST 8645-68 overholdes, og hvis røret har et ovalt tværsnit, skal det overholde GOST 8642-68. Men efter produktion skal den testes, da det er på denne måde, at du kan være sikker på produktets kvalitet.

Statens standarder tillod tilstedeværelsen af sådanne fejl:
- på toppen af det færdige materiale kan der være små nicks, buler, dross og spor af skrot rengøring;
- I henhold til standarderne er en lille mekanisk beskadigelse, et tyndt lag af skala, rester af metalpletter og spor efter eliminering af defekter tilladt ved svejsningen.
Efter produktion og inspektion er enderne justeret til en størrelse, trimningen udføres strengt i en vinkel på 90 grader.
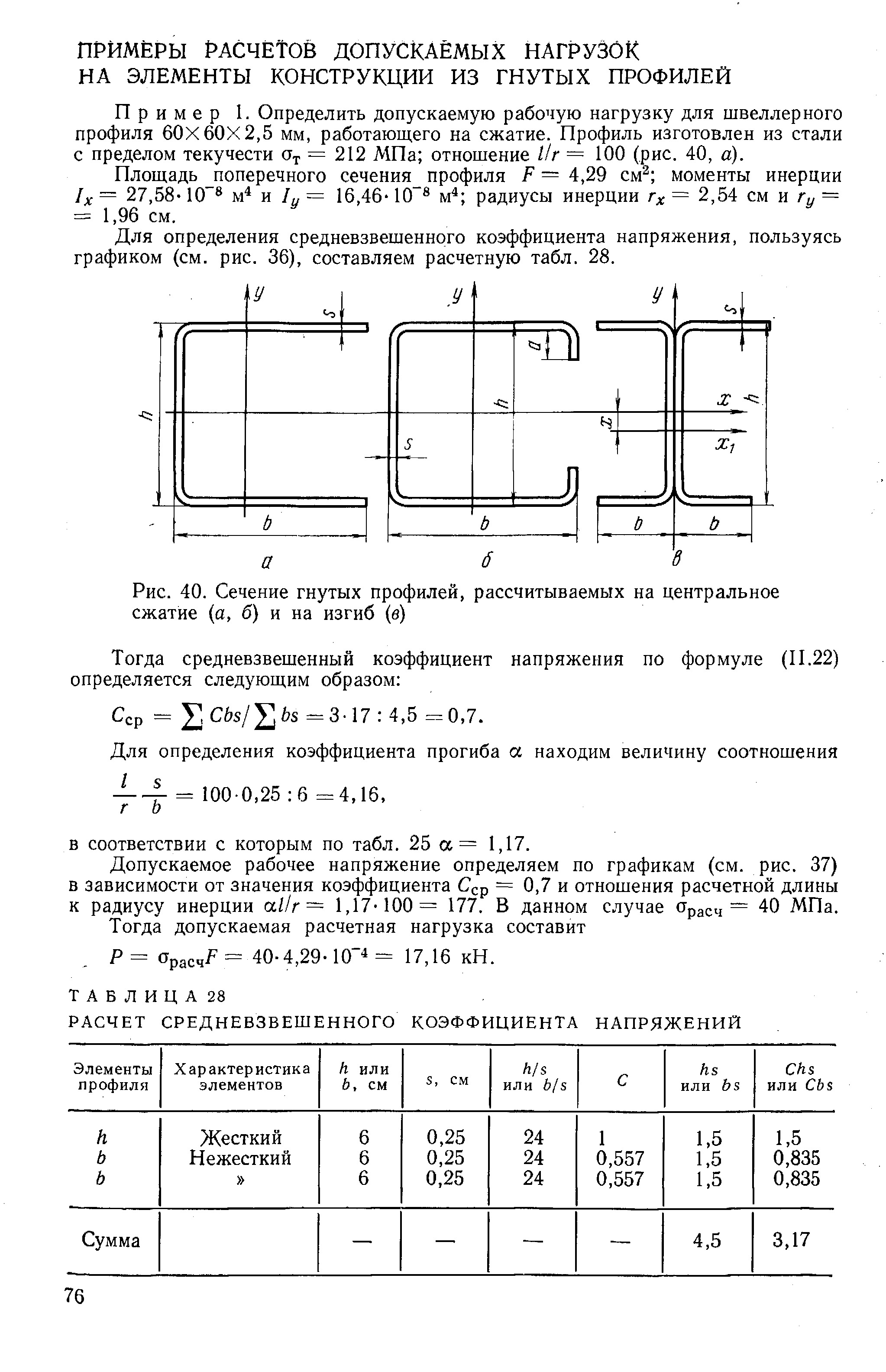
I tilfælde af at sådanne dele vil blive anvendt som materiale til at flytte væsker under tryk, er det nødvendigt at tage elementer, som er i stand til at modstå mulige trykfald. Et sådant kriterium kan beregnes ved hjælp af en specielt oprettet formel. For at beregne trykvirkningsindekset med tilstedeværelsen af en rektangulær eller firkantet sektion er det nødvendigt at anvende formler, der er designet til en bestemt sektionsform.
Se også videoen om, hvordan du producerer formede rør.



















